W skład stanowiska do cięcia gazowego wchodzi:
- palnik acetylenowo-tlenowy uniwersalny lub do cięcia
- butle z gazami: butla z tlenem technicznym oraz butla acetylenowa/propanowa
- reduktory butlowe
- wąż tlenowy (niebieski) i acetylenowy (czerwony) lub propanowy (pomarańczowy)
- zestaw części do palnika
Jak ciąć ręcznie metodą gazową - podstawowe informacje
W procesie cięcia gazowego podstawowymi używanym gazami są tlen oraz acetylen bądź propan. Używanie acetylenu jest bardziej uzasadnione gdy podczas pracy występują częste przerwy pomiędzy cięciami, spowodowane jest to zdolnością do bardzo szybkiego nagrzania materiału do wysokiej temperatury co wiąże się z oszczędnościami w zużyciu gazu. Z drugiej strony propan ma niższa cenę rynkową, lecz nagrzewa materiał około 3 razy dłużej, w związku z tym wykorzystuje się go przy cięciu dłuższych odcinków, z rzadkimi przerwami podczas pracy, co najczęściej występuje przy cięciu zautomatyzowanym.
Nie wszystkie metale mogą być cięte tlenowo, gdyż, aby było to możliwe materiał musi spełnić 2 podstawowe warunki: zapłon metalu musi odbywać się w temperaturze niższej, niż wynosi jego temperatura topnienia, natomiast topnienie powstających tlenków w temperaturze niższej niż zapłon. Metalami, które spełniają powyższe warunki jest żelazo, tytan oraz wolfram, jednak w praktyce cięcie tlenem jest używane głownie do żelaza, a dokładnie stali niskostopowych i niskowęglowych gdyż podwyższone ilości materiałów dodatkowych w stali znacząco utrudniają cięcie.
Po odkręceniu butli z gazami należy wyregulować ciśnienie robocze na reduktorach, które jest uzależnione przede wszystkim od grubości materiału. Dla tlenu mieści się ono w przedziale od ok. 0,15 do 1 MPa, natomiast dla acetylenu lub propanu wartość ta oscyluje w zakresie 0,01 - 0,05 MP. Dokładne wytyczne wartości ciśnienia roboczego w stosunku do grubości materiału podawane są w instrukcjach obsługi palników.
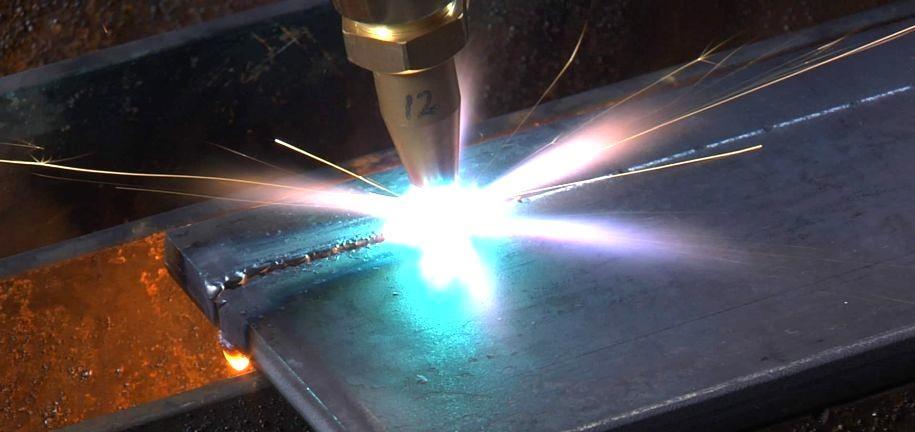
Typ płomienia jaki należy uzyskać na palniku, aby proces przebiegał poprawnie to płomień normalny (redukujący), który charakteryzuje się stosunkiem tlenu do acetylenu od 1:1 do maksymalnie 1,3:1. Prawidłowy płomień redukujący posiada jasno świecący stożek z lekko migoczącym wierzchołkiem.
Duży wpływ na jakość cięcia ma prowadzenie palnika. Ważna rzeczą jest, aby zachowywać w miarę możliwości stałą odległość pomiędzy dyszą palnika, a przecinanym materiałem oraz jednostajną prędkość cięcia. Często, aby ułatwić sobie zachowanie odległości stosuje się specjalne rolki prowadzące. Odległość pomiędzy dyszą, a przecinanym materiałem i prędkość cięcia podobnie jak ciśnienie robocze jest uzależnione od grubości materiału i tu również dokładne wytyczne znajdują się w instrukcjach obsługi. Generalnie odległości zawierają się w przedziale od 3 do 15mm, a prędkość cięcia od ok. 600 do 80 mm/min.